
新闻中心NEWS

021-660 32575
堆焊覆层 – 工业中的关键表面保护技术
🔍堆焊覆层 – 工业中的关键表面保护技术
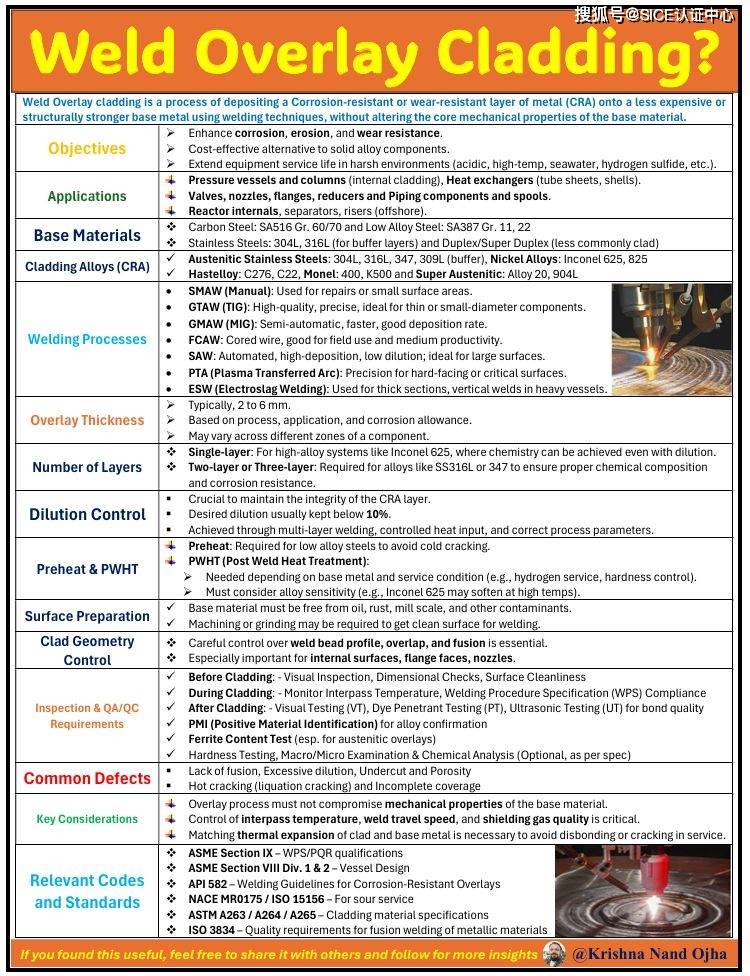
在石油和天然气、石化、发电和海上生产等行业中,压力容器、热交换器、管道、喷嘴和阀门的内表面经常暴露在腐蚀性和侵蚀性环境中。用固体耐腐蚀合金 (CRA) 代替此类组件在经济上通常不可行。
这就是堆焊覆层变得无价的地方。
堆焊是在贱金属(通常是碳钢或低合金钢)上沉积耐腐蚀或耐磨合金层的工艺。这使得组件能够在获得保护表面的同时保持其结构强度,从而大大提高了使用寿命和可靠性。
常见的堆焊合金
典型的 CRA 材料包括 SS304L、SS316L、合金 625(铬镍铁合金)、哈氏合金 C276、合金 20 和蒙乃尔合金 400。这些是根据服务环境选择的 - 无论涉及酸性气体、海水、酸性工艺流还是高温氧化。
使用的焊接工艺
根据几何形状和应用,应用了各种焊接方法:
🔹SMAW (手动摇杆):最适合小型或面片式叠加
🔹GTAW (TIG):高质量、低稀释的精密熔覆
🔹GMAW / FCAW:沉积速度更快,适用于较大的元件
🔹SAW(埋弧):用于壳体和磁头内部结构的自动化和高效
🔹PTA(等离子转移弧):精确,适用于硬面或小表面
🔹ESW(电渣焊):适用于垂直厚墙覆层
过程控制是关键
成功的堆焊需要严格的过程控制。这包括:
🔹预热和层间温度管理(特别是对于低合金钢)
🔹稀释控制,通常低于 10%,以保持 CRA 化学成分
🔹一层或两层沉积取决于合金(例如,316L 通常需要两层;Inconel 625 可能只需要一个)
🔹准确的焊接程序和合格的人员,以避免未熔合、热裂纹或过度变形等缺陷
焊后质量检查
叠加后,全面的 QA/QC 计划可确保长期性能。典型的检查包括:
🔹表面缺陷的目视和 PT
🔹UT 或 PAUT 检查粘合和厚度
🔹PMI(材料可靠性鉴定)用于堆焊合金确认
🔹硬度和铁素体测试(如适用)
🔹焊缝轮廓和稀释的宏观/微观检查
标准与合规性
堆焊程序必须符合行业标准,如 ASME 第 IX 部分、API 582、ASTM A263/264/265 和 NACE MR0175 适用于酸性服务环境。