
新闻中心NEWS

021-660 32575
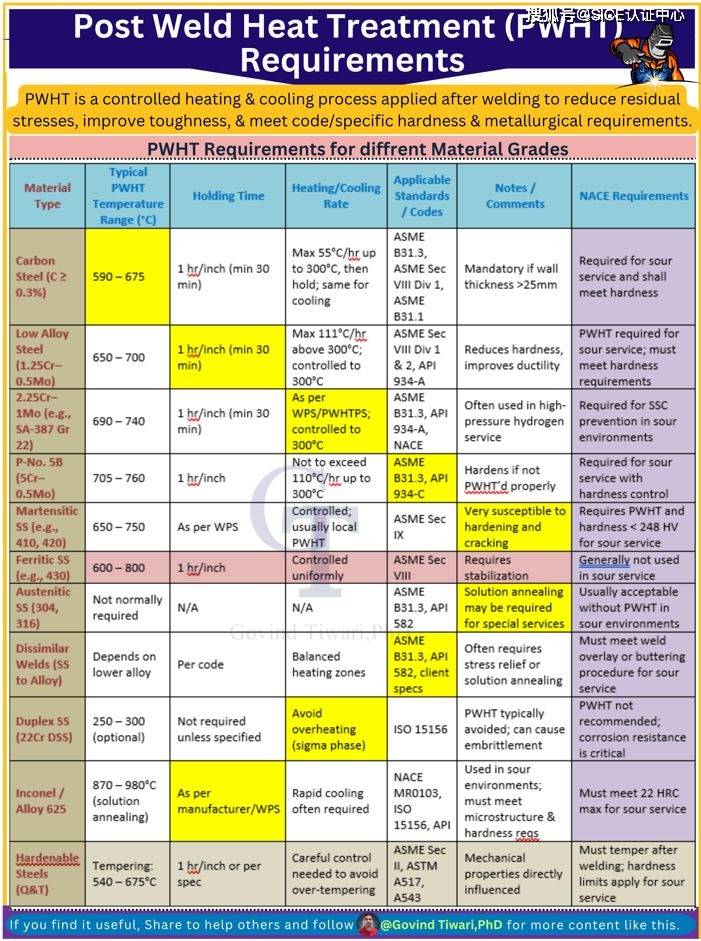
PWHT的技术要求
PWHT 是一种在焊接后应用的受控热处理,用于减轻残余应力并改善焊缝和母材微观结构。它可以防止脆性断裂、疏水层析和应力腐蚀开裂等问题,尤其是在暴露于 H₂S 的酸性工况中。
📣 PWHT 通过以下方式降低这些风险:
🔹允许捕获的氢扩散(否则会导致延迟开裂)
🔹软化硬化的热影响区 (HAZ)
🔹减少应力集中
🔹恢复延展性和韧性
🔹提高高温应用的抗蠕变性
什么时候需要 PWHT?
✅ 基于:
-材料类型:CS、Cr-Mo、低合金钢、马氏体 SS
- 焊缝厚度:例如,ASME B31.3 要求 CS 焊缝 >19 mm 的 PWHT
-使用条件:酸性服务 (H₂S)、循环负载、高压/高温
-客户规格:Shell DEP、ADNOC、ARAMCO、SABIC
-适用代码:ASME Sec VIII、B31.3、B31.1、B31.4、API 582、NACE MR0175
🚀 PWHT 分步流程:
→ 在 WPS/PQR 中定义参数,指定热电偶放置
预热(如适用)
→ 防止可硬化材料中的热冲击
受控加热
→ CS 通常为 ≤55°C/hr,以避免开裂
浸泡
→ 在目标温度(例如 620–740°C)下保持 1 小时/英寸厚度
受控冷却
→ 缓慢冷却至 300°C;然后风冷
检查和记录
→ QA/QC 审查图表;MDR/TOP 中包含的数据
⚠️ 常见的 PWHT 挑战:
🔸 热电偶放置不准确,影响均热精度
🔸 设备校准不良→不符合 WPS
🔸 回火过度或回火不足导致机械性能下降
🔸 代码厚度阈值的误解
🔸 大型或异种焊件中的不均匀加热
🔸 审计或客户 MDR 审核期间的文件差距
🎯 关键要点:
✅ PWHT 不是一刀切的 - 根据材料、厚度和服务进行定制
✅ WPS/PQR 必须与特定于作业的 PWHT 参数保持一致
✅ 适当的可追溯性和校准是没有商量余地的
✅ 符合 NACE MR0175 要求控制硬度,而不仅仅是温度
✅ 客户特定标准(Shell、ADNOC 等)可能会提出更严格的要求